PERFORMANCE WITHOUT COST INCREASE
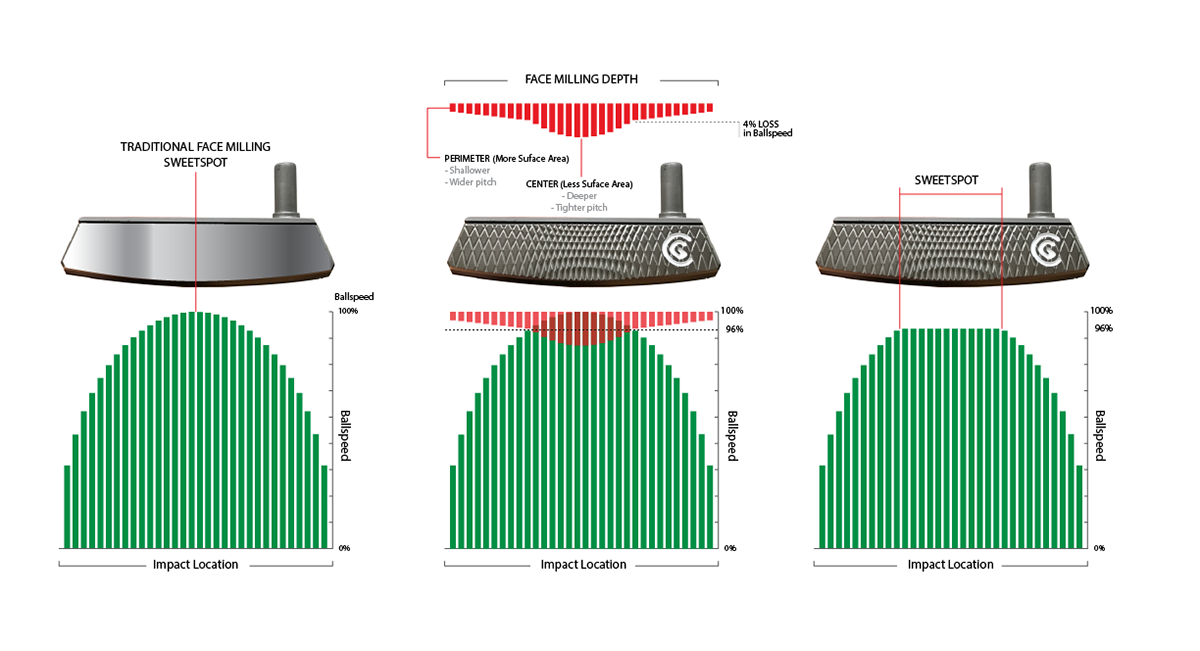
Deep face milling was born in the Cleveland Golf CNC shop by experimenting with milling depths, tool diameters, mill-bit geometries, spindle speeds, and feed rates. The purpose of the project was to develop a softer feeling putter face without increasing cost. The end result, as seen above, is a 0.015” deep face milling compared to the 0.003” industry standard. What the combination of milling depth, path location and pitch gave us was a face with less surface area contacting the ball at impact, which means increased energy loss and ultimately a softer feel similar to polymer inserts but more precise and at a fraction of the cost.

Huntington Beach SOFT (Speed Optimized Face Technology)

PERFORMANCE WITHOUT COST INCREASE 2.0
Building on the discovery of reduced ball speed with deeper milling we decided to pursue the idea of varying the pitch of each milled groove to achieve normalized ball speed across the face. Let me explain... When a golf ball is hit away from the "sweet spot" (projected center of gravity perpendicular to the face) ball speed will decrease due to MOI (moment of inertia). If we purposely dampen the ball speed in the center of the face we can essentially widen the sweet spot.
We measured the effective MOI of each putter model and determined the optimal milling pattern to maximize the "sweet spot" on each model. The higher the MOI the wider the sweet spot.


Shenzhen, China